

Quam solvere deformatio forsit de lignum plastic WPC Wall panel in productionem processus?
Quam solvere deformatio forsit de lignum plasticWPCMurus panel in productionem processus?
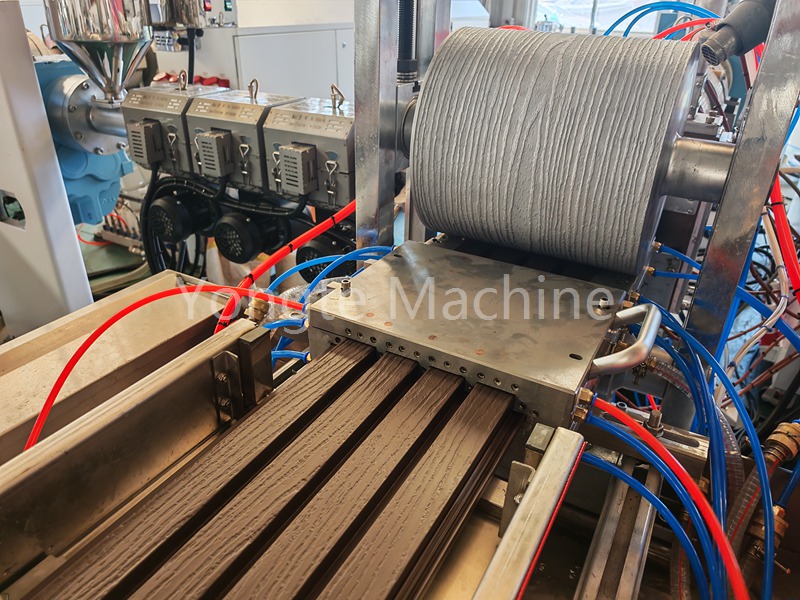
Et deformatio exitibus in lignum-plastic composita (WPC) Wall panel productionem typically originate ex multa factores comprehendo materiam componat, vestibulum acturing processus, apparatu parametri, refrigerationem et coronam, sicut etiam post-processus. Commune deformatio manifestationes includit warping, warping, inaequaliter DECREMENTUM et superficiem irregularitatibus, quae requirere comprehensive optimization per totam productio processus.

Infra sunt specifica causa analyzes et ratio solutions developed per Yongte in quadrigis per annos practical experientia:
Core Ras Causa: Key factors a "rudis materia" ad "complevit productum"
Lignum-plastic compositum murum tabulata sunt praesertim composito ex ligno fibris (ut lignum farina et bamboo pulveris) et thermoplastic polymers (including PVC, P. et Pp). Haec duo components exhibent distincta characteres: lignum fibris demonstrare fortis humorem effusio proprietatibus, cum plastics ostendere significant scelerisque expansion et contractionem. Si productio procedit deficere ad statera eorum perficientur characteres, interna accentus cumulus potest fieri, ultimately ducens ad structural deformatio. Circa causas specifica potest destructa est:
l Rudis Material Link: High humorem contentus de lignum pulveris, pauper compatibility inter plastic et lignum pulveris, inconveniens proportionem additives;
l Plasticizing Extrusionem Processus: inaequaliter plasticizing de materia, improprium stupra gyrationis celeritate / temperatus imperium, fingunt consilium defectus;
l Refrigerant et occasum processus refrigerationem celeritate est ieiunium / inaequaliter, insufficiens vinculum occasum fingunt;
l Tructioni Secundi Link: Traction celeritas et extrusionem celeritate non aequare, accentus non dimisit in secare;
l Impositum curatio processus: improprium stacking de complevit products, indigentiam terminum treatment, damnum temperatus et humiditas imperium in repono environment.

SOLUTIO: De praecisione Optimization de se link
I: Rudis Material Pretreatment: Redigo deformatio periculo a fonte
Rudis materia est basis et duo core problems de "lignum pulveris humorem effusio" et "inaequalia plasticization" opus solvitur.
1.1 Strict Imperium De Lignum Pour SUMOR
In excelsum humorem contentus de lignum pulveris (plerumque requiritur ad esse minus quam III%) et producendum bullae ex aqua evaporatio in extrusionem et expand in postea est facile ad absorbet et expand in postea est securus ad absorbet et ad deformationem.
SOLUTIO: De lignum pulveris est preterruitated per calidum aer dryer (temperatus 80-120℃, 2-4 horas) vel vacuo dryer et condita in signato statim post siccatio vitare secundarium humorem effusio; In humorem contentus de rudis materia est gustatum et probata ante miscentes, et rudis materia, quae deficit in occursum requisita prohibetur ex usu.
1.2 optimize ratio rudis materiae et amplio compatibility
Lignum fibra et plastic non compatitur in natura. Si non compatibilizer additur facile ad pauperem interfacialem vinculum inter duas differentia DECREMENTUM Rate durante refrigerationem, unde in warping.
Rx:
Additives: PVC-fundatur lignum-plastic addere chlorinated polyethylene (CPE) et acrylic Ester; PE / PP-fundatur lignum-plastic addere maleic anhydride inseritur polyethylene (Pe-G-mah), plerumque II% -5% de totalis rudis materia et plastic.
Imperium proportionem lignum pulveris: Nimis excelsa modi pulveris (plerumque suadetur minus quam LX%) et reducere ad roughness materiae et facile ad resiliunt et deformant; Est suadetur ut adjust secundum usum, XL% -50% de lignum pulveris Ratio est idoneam in domum suam ornamentum murum tabulata, et LV% potest esse appropriately augetur ad industriae installation.
Additives additives additives additives additives additives additives additives additives additives I% Talc pulveris et calcium carbonate (quod opus est activated a couplucat agente) ad redigendum in altiore DECREMENTUM ex materia; 0.5% addere -1% Antioxidant (ut MX) et UV absorber ad redigendum deformatio in postea senescit.
1,3 imperium rudis materia miscentes uniformitatem
Mixing impareness et ducunt ad iniquitate loci lignum conspersa / Plastic Ratio, et contractio cuiusque parte post extrusionem non consistent.
SOLUTIO Usus summus celeritas Mixer (Rotating 800-1200R Rotating / Min), primum additection additstic Plastic, compatibilizer et additives, calor ad plastic mollit (PVC de 100-120℃, PE de 120-140℃), Deinde addere arida lignum pulveris, misce pro 5-8 minuta, ut materia est uniformis et solutam statum, non massa.

II, Extrusionem CUMATIUM Processus: Libra de plasticization et accentus
Extrusionem est core processus lignum-plastic murum panel formatio, et inaequaliter plasticization et caliditas / Rotation celeritate imperium sunt principalis causas deformationis.
2,1 Optimization de cochlea combinatione et celeritate
Screw est clavis est materia plasticization. Si vim tondendas est insufficiens, lignum pulveris et plastic non plene integrated; Si vim tondendas est magna, facile est causa loci overheating et degradation, unde in interna lacus.
Rx:
Screw selection: barrier type screw or separation type screw is used to enhance the shear and mixing capacity of materials, especially for formulations with high wood powder content, the screw length-to-diameter ratio should be increased (L/D=28-32:1 is recommended).
Rotary celeritate imperium: accommodetur secundum rudis materia formula, typically ex 30-60 RPM. Nimia gyrationis celeritate (>LX RPM) potest ad insufficiens plasticization et RELICTUM unmeled particulas in materia. Vice versa, nimia humilis rotationis celeritate (<XXX RPM) results in humilis productio efficientiam et longum differentur residentiae tempore materiae in dolio, quae potest causare canus et degradation.
2.2 precise potestate dolio et COLLUM temperatus
Nimia temperaturis potest facere plastic degradation et carbonization lignum conspersa, reducendo materia vires. Vice versa, insufficiens temperaturis ducunt ad sufficiens plasticization et pauper materia fluxus, unde in inaequalis DECREMENTUM deformatio post extrusionem. A segmected temperatus imperium system debet implemented, cum mori porta temperatus leviter altior quam homogenization zona ne immatura refrigerationem ad mori asperitatem (augendae deformatio periculum vel superficiem). Temperatus profiles debet esse adaequatum secundum plastic substratum:
|
Cylindri sectionem |
Temperature range(℃) |
inrumpo |
|
Sectione pascit |
140-160 |
Preheat materia ad vitare pontem |
|
COMPERATED |
160-175 |
Paulatim plasticizing, expelling aere |
|
Harmonizatio Segmentum |
175-185 |
Miscere penitus ut uniformis plasticization |
|
Caput / oris |
180-190 |
Stabilis emundare vitare celeri refrigerationem materiae |

2.3 optimize Mutredo consilio et praecisione
Formatio est directa determinans figura de muro laminam. Inaevena fluxus alveo de fingunt foramen et pauperes adhaesionem ad coronam et ducunt ad inaequalis vim in extrusionem materiae et deformatio post refrigerationem.
Rx:
Mold mouth flow channel: the gradual flow channel design is adopted to ensure uniform flow rate of material in the mold mouth (avoid fast flow rate at the edge and slow flow rate in the middle), and the surface of the flow channel should be polished (roughness Ra≤ 0.8μm) ad redigendum fluxus resistentia materiae.
Exagitati fingunt: Design vacuum adsorption effingunt fingunt secundum crassitiem muri laminam (crassitudine muro laminam 5-10mm et vacuum gradu ad 0.04-0.06MM, ut murum laminam adiungit aquam fingunt fingunt.
2,4 Refrigerant et occasum, key ad eliminate internum accentus
Refrigerant et improprium occasum est maxime recta causa muri panel flexiones et warping, in core est "uniformis refrigerationem, tardus release accentus."
2.4.1 Use of "Gradual Refrigerant" pro "repente refrigerationem"
Temperatus de recens extruditur murus laminam est princeps (de 160-180℃). Si est directe posuit in humilis-temperatus refrigerationem tristique (
SOLUTIO: Sursum autem tres-scaena refrigerationem ratio:
Primo gradu refrigerationem (stabilientem First refrigerationem) murus temperatus reducitur a CLXXX℃ ad 80-100℃ per aquam channel in stabilientem fingunt (aquam temperatus regitur ad 50-60℃), Et figura est preliminotares;
Secundarium refrigerationem (RAMULUS refrigerationem) Usus Atomizing RAMULUS apparatu ad aequaliter RAMULUS 40-50℃ calida aqua et reducere temperatus 40-50℃;
Level III Refrigerant (frigida aqua refrigerationem) intrare frigida aqua tristique 20-30℃ Et refrigescant omnino ad locus temperatus (maneat tempore 5-8 minuta).
Key: Frigus aquam ut operias utrimque pariete laminam aequaliter ne nimium frigefaciendo in latere (duce laminas potest ponere in aqua tristique curare lenis fluxus).

2.4.2 Imperium Refrigerant celeritate et Tempus
Refrigerant celeritate par murum crassitudine: tenuis muros crassitudine <5mm, totalis refrigerationem tempus potest regi in 8-10 minutes; densissima murum crassitiem> 8mm, oportet ut extenditur ad 12-15 minuta ut completum internum refrigerationem et vitare "secundarium DECREMENTUM" in postea scaena.
(IV) traction et secare: vitare deformatio per externa viribus
In iniquitate tractus celeritate et improprium cutting tempus erit artificialis auget internum accentus de muro panels, unde in deformatio.
2.5 matching de tractu celeritas et extrusionem celeritate
Nimis ieiunium tractus velocitate: et extendam murum laminam, unde in augmentum in longitudinalibus DECREMENTUM Rate, post facile ad "horreat" deformatio;
Nimis tardus tractu celeritate et muro laminam manet in coronam nimis diu, quod facile SAG et flectere debitum ad pondus.
SOLUTIO: utilitas variabilis frequency velocitate-ordinata tractu machinis. Per realis-vicis sensorem magna ex extrusionem output, ponere tractu-to-extrusionem celeritate Ratio inter 1.05-1.1: I (ensuring ad praestare celeritate leviter excedit extrusionem celeritate ad praestare plana parietis, sine rugis). Simul, ponere uniformis pressura trans utraque superius et inferioribus scutulis (pressura 0.2-0.3MPa) ne inaequaliter loading in aliquo uno.
2.5 Cutting et apparatu praecisione
Cum muro panel non omnino refrigeratum (temperatus> XXX℃) Per cutting, aut secans vidit ferrum non acri et gyrationis celeritate est humilis, in unbalanced vis ad sectionem in ore erit causa loci deformatio.
Rx:
Cutting tempus post tertium gradum refrigerationem, ut murus temperatus reducitur ad locus temperatus (
Cutting Equipment: summus celeritate circularis vidit (revolutionibus 3000-4000r / min) adhibetur. Et vidit ferrum necessitates ad politum regulariter. Per cutting muro laminam fixum duce fabrica ne excutiens in secare.

2.6 Post-treatment et repono: consolidare in CUMATIUM effectus
Etiam si productio processus bene regitur, improprium post dispensando potest adhuc ducere ad deformationem et "accentus release" et "environmental imperium" sit focused in.
2.6.1 complevit uber tempus curatio (accentus release)
Nuper productum murum tabulata adhuc improbetur interna accentus, quod facile paulatim deformare si directe reclinant.
SOLUTIO: Cut murum tabulata sunt eleganter torto pallet et altitudo interdum non plus 1.2 metris (vitare deformatio imo a gravibus). In muro tabulata ponuntur in normalis temperatus (20-25℃) Et ventilari environment pro 7-10 diebus ad sit internum accentus esse naturaliter dimisit. Hoc processus dicitur "tempus effectus curatio."
2.6.2 de mensuris repono et translationem
Storage environment est umida: lignum pulveris absorbet humorem et expandit, unde in muro conscendens;
Temendous mutatio de ambientium temperatus: plastic scelerisque expansion et frigus contractio intensifies, causando warping.
Rx:
CELLA storage: ut arida (relative humiditas≤LX%), uentilandam, vitare recta solis et circa calor fontem (ut calefactio, boiler);
Stacking Method: Murus Panels sit reclinant "faciem ad faciem, ad tergum" in alternando modo separata lignea (spaced 50-100mm) in medium ut aer circulationem; Solum elevari cervical lignum (certe 10cm super terram) ne humorem ab invadendo terram
Translationem processus: operimentum cum pluvia panni vitare pluviam; Diligenter diligenter per loading et unloading vitare compressionem et collisio.
sumo
Deformatio challenge de lignum-plastic compositum WPC Wall tabulata represents a "systemica processum" quod postulat adhaesionem ad comprehensive workflow: humorem imperium in rudis materiae→ uniformis plasticization→ Gradual Refrigerant→ Accentus release→ mensuris repono. Et clavem mendacium in blandeque distincta characteres lignum fibris et plastics ad minimize internum accentus cumulus. Per pressius regulating discrimine parametri (praecipue humorem contentus, temperatus, et refrigerationem rates) latere optimized apparatu et qualis vigentis, deformatio potest regi in I%, testimonii et productionem requisita et applicationem necessitates.