

Solutio ad WPC DECKING online CALEGNUM problems
Solutio ad WPC DECKING online CALEGNUM problems
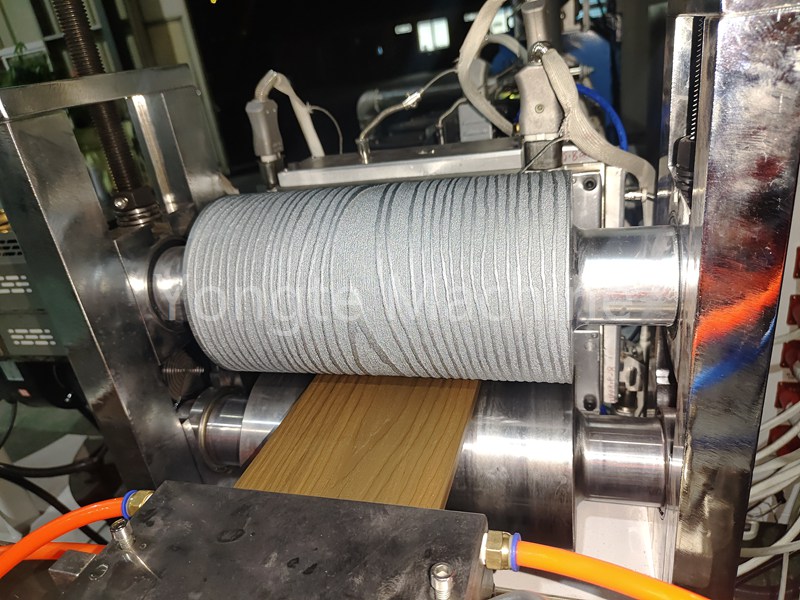
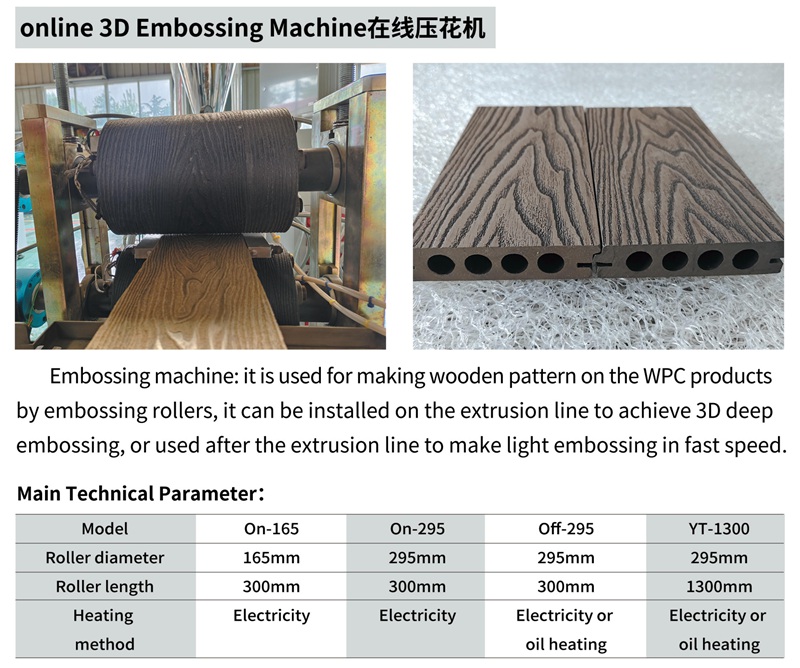
Cum producendo WPC decking, online eminitis est valde magna ad qualis est productum, sed plures operators occurrant problems durante productio, unde in utroque blurred patterns vel inaequaliter in profundis.
Noli perterreri! Hodie, yongte participes noster professionalem eminitis "Primum auxilium ornamentum" tecum. Post legere eam, vos can directe capere altus-qualitas WPC decking! In facto, ut dum domino clavis puncta, in rollover scene potest etiam transformis veste! Deinde, yongte engineers docebit vos gradus per gradus ad conversus in "rollover scene" in "laquearia specie"!

In occulto exemplar super superficiem lignum-plastic Tabulatum potest fieri ex multis factoribus ut rudis materiae, productio processus, apparatu formae, etc. Quod haec sunt specifica rationes et solutiones:
I. Cruda Material Problematum
I. irrationabilis rudis material Ratio
Ratio:
The content of plant fibers such as wood powder/bamboo powder is too high, or the proportion of plastic substrates (such as PE, PVC) is too low, resulting in poor fluidity of the mixture and difficulty in filling the mold pattern details.
Nimium filler (ut calcium carbonate) potest reducere in plasticity de conflandum et causam incertum similitudinem instituendi.
Solutio suggestiones:
Optimize formula Ratio et appropriately augere contentus de plastic subiecti (ut PE / PVC Ratio auctus ad XL% ~ LX%) ut ad conflandum habet bonum fluididam ad caliditas.
Imperium moles filler, aut usum filler materiae cum pulcherrima particula magnitudine (ut Nano calcium carbonate) ad amplio in uniformitatem mixtisque.
II. Pauper rudis materia liquescens effectus
Ratio:
Processing temperatus est insufficiens, plastic non omnino liquefactum et compositum cum fibra non stricta, et textura non potest esse plene traducitur in urgeat.
In humorem contentus de rudis materiae est excelsum (praesertim lignum pulveris) et vapor generatur ad altum temperatus, unde in superficie bullae et blurred exempla.
Solutio suggestiones:
Proventus temperatus ex extruder (ut augendae temperatus ad liquefacti sectionem per V ~ X ℃) ut plastic omnino plasticized et simul vitare materiam degradation per nimia temperatus.
Arida et fibra rudis materiae ut lignum pulveris (humorem contentus est regitur infra III%), quod potest esse pre-tractata per siccitatem apparatu.

II. Productio processus problems
I. satis extrudo pressura
Ratio:
Extruder screw celeritate est humilis vel cochlea est confectus, unde in insufficiens conflandum pressura et non efficaciter implere fingunt exemplar sulcus.
Flecte fluxus channel consilio est inconveniens (ut in longo sectione est lata, et compressio ratio est insufficiens), unde nimia pressura damnum.
Solutio suggestiones:
Appropriately proventus in stupra celeritate (ut augendae X ~ 20r / min), aut reponere ad confectum screw / dolium ut proventus in taberna traditio.
Optimize fingunt structuram, auget longitudinem compressionem sectionem aut adjust in fluxus alveus compressione Ratio (ut ex II: I ad exemplar.
II. Improprium Clubossing leo et refrigerationem imperium
Ratio:
Distantia inter embossing cylindro et extruditor exitum est longius, ad conflandum refrigerare cito, et difficile ad excludendum patet exemplar post superficiem duratur.
Temperature Cylindi cylindro nimis vel humilis nimis temperatus facile causa deformatio; Nimis humilis temperatus et faciam ad conflandum ad refrigeret celeriter et exemplar est incompleta.
Et refrigerandum celeritate est inaequaliter, et loci exemplar est exta obducta est celeri DECREMENTUM.
Solutio suggestiones:
Breviare distantiam inter clemens statione et extruder (commendatur ad imperium in L ~ 100cm) ut ad conflandum est in optimis plastic status.
Integer temperatus de eminitione cylindro (plerumque XX ~ XXX ℃ inferior quam liquefacti temperatus), quod potest esse adaequatum in ipsa tempore per temperatus imperium ratio.
Optimize refrigerationem ratio et uti segmented refrigerationem (ut aer refrigerationem primum et aqua refrigerationem) ut uniformis superficiem refrigerationem et vitare celeri refrigerationem deformatio.
III. Equiprix et embossing Rollerus Problematum
I. Clubning cylindro gerunt vel consilio defectus
Ratio:
Post longum-term usum, in ore gladii in eminitione cylindro confessi et bladed, unde in insufficiens tres dimensiva sensu de emendata exemplar.
In exemplum profundum est etiam vadum (ut <0.3mm) aut angulus est nimis magna (ut lember angulus> LX °), et difficile ad conflandum ad replete tip details.
Solutio suggestiones:
Regulariter reprehendo gere de eminitione cylindro, ponere vel reponere in tempore curare acutam ora exemplar.
Optimize consilio de eminitione cylindro exemplar: profundum est suadetur ut 0,5 ~ 1.0mm et angulus ad XLV ° ~ LV ° Folilitate flefering et Demoting.
II. Insufficientem Cylindam Stricto
Ratio:
The surface roughness of the embossing roller is not enough (such as Ra value >1.6μm), or the pattern engraving precision is low (such as insufficient laser engraving resolution), resulting in blurred lines.
Et pressura inter embossing cylindro et traction cylindro est inaequaliter (ut ad sinistram et ius pressura differentia> V%), unde in partialibus claritatem et partialis blur ex forma.
Solutio suggestiones:
Superficiem curatio de embrading cylindro (ut Chrome plating, Speculum Polishing), Imperium asperitas Ra≤0.8μm, et uti summus praecisione sculptura technology (ut fibra laser sculptura, resolutio ≤0.02mm).
Calibrate Cylindrus pressura ratio ut uniformis pressura in sinistram et ius partes (errorem <% II), quod potest esse monitored in realis tempore per pressura sensorem.

IV. Aliis factores
I. Nimis ieiunium tractu celeritate
Ratio:
Et tractu celeritas non aequare extrusionem celeritate (ut tractu velocitate> Extrusionem lineam celeritate XV%), unde in nimia extendens ad conflandum durante amplectendo et adulatione exemplar Details.
Solutio suggestiones:
Adjust tractu celeritate ut tractu linea celeritate aequet partibus celeritas (errorem ≤5%), quae potest esse coerceri inverter junctura.
II. Improprium usum lubricant
Ratio:
Nimia praeter Lubricant (ut plus quam 1.5%) causat ad conflandum superficies esse nimium lenis, securus ut labi in eminitione, et difficile ad formare exemplaria.
SOLUTIO:
Reducere moles lubricant (ut moderantum illud intra 0,5% ~ 1.0%), aut reponere illud cum internus Lubricant cum meliore compatibility (ut Glyceerl Steerate) ad vitare afficiens ad desolatis adhaeret.
Ut sum sursum, solvendo problema de online embossing requirit multiple facies. Invenire radix causa et solvere secundum ipsum productionem situ. Tum possis stabiliter producendum summus qualitas et pulcherrima WPC decking. Si vos have ullus necessitates, placere contactus Yongte est ipsum quadrigis ad auxilium vobis solvere variis problems in productionem WPC decking online.
