

Quam ut solvere quaestionem de deformatio WPC Porta panel?
Quam ut solvere quaestionem de deformatio WPC Porta panel?
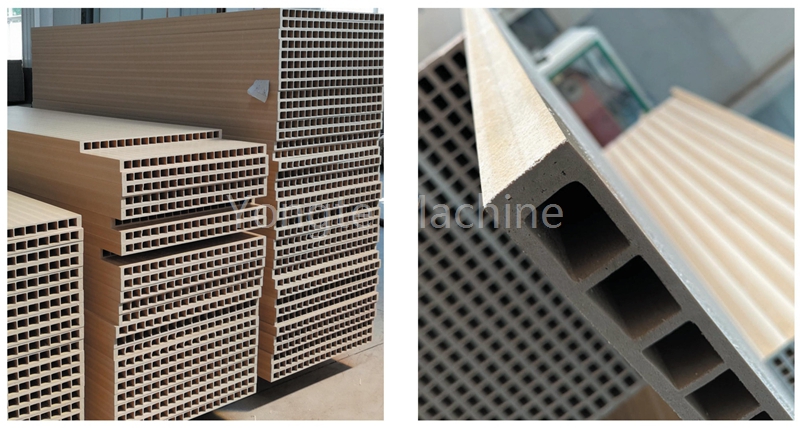
Warping et deformatio de lignum-plastic Wpc Porta tabulata est communis qualitas forsit in productione. Causae complexu plerumque propinqua ad formulam consilio dispensando technology, apparatu perficientur refrigerationem et effingens.
Et haec est propria causa analysis et correspondentes solution direction suggesserant per yongte ipsum:
Primo formula consilio irrationabilis
I. De Ratio lignum fibra ad plastic matrix est inaequalis
· causa:
· Si proportio lignum fibra (filler) est nimis altum (ut plus quam LX%), in plastic vulvam (ut PE, PP, PVC) non sufficit ad sarcina et vinculum et internum accentus est.
· Lignum fibra habet fortis aqua effusio, et siccatio non completum. Postquam aqua effusio, facile est deformatio in postea scaena.
· SOLUTIO directionem:
· Optimize ratio lignum pulveris ad plastic, et suadeo XL% -55%: XLV% -60%, et ut moles compatibilizer (ut III% -5 ad augendae et ad augendae in III% ad augendae Bonding.
· In humorem contentus de lignum pulveris debet regi infra I%, et sit plene exaruit ante productionem (ut CV℃ II horas siccatio).
II. Nimia plasticizer et lubricant
· causa:
· Nimia etiam de plasticizer (ut PHTHALED in PVC formulation) et reducere speculum transitus temperatus resinae, reducere calor resisten products, et facile mollire et deformare in altum elit.
· Si moles internus lubricant (ut stearic acidum) est alta, ut infirmare friction inter materiam et screw, unde in insufficiens plasticization et solutam structuram.
· SOLUTIO directionem:
· Redigendum moles plasticizer, aut reponere LDPE cum princeps molecular pondus resina (ut HDPE) ad amplio calor resistentia.
· Quantum Lubricant sit matched cum cochlea celeritas et temperatus vitare materiam labi aut inaequalis plasticization.
Secundo, Processing Technology problems
I. De extrusionem et tractu celeritas non aequare
· causa:
· Tractio celeritas multo altior quam extrusionem celeritate, quae faciam superflua extendens ex productum, unde in congeriem internum accentus, quod erit dimisit post refrigerationem et causa warping.
· Effectus tractu celeritate (ut fluctuation> V%) et faciam inaequale longitudinalibus vi in productum.
· SOLUTIO directionem:
· Adjust est Ratio tractu celeritas ad extrusionem celeritate, plerumque tractu celeritas est V% -10% citius quam extrusionem celeritate, et monitor in ipsa tempore per tensionem sensorem.
· Ut in tractu machina track pressura est uniformis, et ne loci clamping etiam stricta vel solutam.
II. Improprium temperatus imperium
· causa:
· Temeram temperatus est nimis altus (praesertim prope mori sectionem) et materiam nimis plasticized, unde in decremento conflandum robore. Post extrusionem, quod erit SAG et deformare debitum ad suum pondus.
· Frigus occasum temperatus non uniformis. Si incolis temperatus ad occasum fingunt nimis humilis, in superficies productum erit refrigescant celeriter et internum pars et refugit tardius ad producendum accentus.
· SOLUTIO directionem:
· Imperium temperatus in segmentis, et temperatus ad compressionem sectionem 10-15℃ inferiori quam ex liquefacti sectionem vitare overheating; Fingere temperatus est regitur ad 160-180℃ (Adjust secundum genus resinae).
· CUMATIUM morietur gradiente refrigerationem, aqua temperatus in fronte sectionem ad 20-30℃Et aquam temperatus in tergo sectionem paulatim reducitur ad 10-15℃ Ut ad consistent refrigerationem rate interius et extra.
III. Screw celeritate et retro pressura sunt irrationabilis
· causa:
· Et cochleae celeritate est ieiunium et tondendas calor crescit, unde in materia degradation. Simul, plasticization tempus est insufficiens, fibra dispersionem est inaequalis et structurae virtus repugnat.
· Et retro pressura est humilis, et tabulenta tabellatione non pacto, sunt bullae vel evacuat in interiore, et contractio est inaequaliter post refrigerationem.
· SOLUTIO directionem:
· Redigendum et cochlea celeritate (E.G., ex 300r / min ad 200-250r / min) et extend residence tempore in materia in dolio.
· Et retro pressura debet esse appropriately augeri (ut augendae mori capitis resistentia) ad amplio solvit density. Plerumque, ad tergum pressura regitur ad 5-10MPA.
III. Equipment et fingunt defectus
I. Screw aut dolium conterentes
· causa:
· Et gap inter cochlea et dolium est nimis magna (ut nova apparatus gap 0.2-0.4mm, magis quam 0.8mm), unde in materia retentione, inaequaliter plasticization, et repugnat densitas ex extruditur products.
· Post screw filo gerunt, tondendas vis decrescit, fibra deficit plene dispersit, et ad vim loci locis est infirma.
· SOLUTIO directionem:
· Metimur cochlea alvi regularly. Cum ad gerunt est grave, durum Chrome plating, Tungsten carbide Welding aut postea non requiritur (id est commendatur ad 38Crmoala nitrided ferro vel duplex muro cochlea).
· Reprehendo in stupra compressio Ratio. Lignum-plastic productio plerumque utitur a gradiente cochleam cum compressione Ratio 2.5-3.0 et filum figura necessitatibus reparari post lapsum.
II. Defectuum in consilio fingunt fluxus alveo
· causa:
· De crucis sectionem de fingunt fluxus channel mutationes abrupte aut sunt mortuus angulos, unde in inaequaliter materialis materialis rate, loci nimia tonderet vel retention, et inconveniens, et post refrigerationem.
· In centrum mori et os pauper et refrigerationem resistentia utrinque ex productum est aliud, quod causat unilaterum DECREMENTUM.
· SOLUTIO directionem:
· Flecte fluxus alveo est optimized ut a streamlined, crucem-sectional area mutatio reducitur, et compressio Ratio est regitur ad 4-6, I; Finite elementum analysis (CAE) adhibetur ad simulare fluxus agri cum necessarium.
· Adjust positionem coronam mori ut sit concentricis cum ore mori et vitare eccentrici refrigerationem.
IV. Satis refrigerationem et occasum
I. humilis aut inaeven refrigerationem efficientiam
· causa:
· Aqua frigus aquam coronam mori aut blockage aquae alveo ducit ad celeri refrigerationem superficie et tardus refrigerationem interiori productum, unde in "durum crusta et mollis core" structuram et in latius et in latius in atrio.
· Si temperatus ad refrigerationem medium (aqua) est altus (E.G.,> XXXV℃), Quod calor dissipationem facultatem decrescit, et productum deficit ad solidatur in tempore.
· SOLUTIO directionem:
· Auget frigus aquae quantitas, uti spirae vel multi-scaena refrigerationem coronam ut aquam fluxus rate> 2m / s; In aqua temperatus est regitur in 10-25℃Et chiller potest instructi.
· Longitudo coronam die extend (e.g., ex 1.5m ad 2-2.5m), aut addere secundarium refrigerationem tristique post tractu (Longitudo> 3m).
II. Et coronam structuram est inconveniens
· causa:
· Superficiem asperitas coronam mori est altum, et friction resistentiam de materia est magna, unde in defectum dimittere accentus durante refrigerationem; Aut vacuum gradus est insufficiens (ut <0.06MPA), et productum non fit arcte cum coronam mori.
· SOLUTIO directionem:
· In interiore superficies fingunt est polita est≤0.4μM ad redigendum friction; In vacuo gradu augetur ad 0.08-0.09MPA ut quod productum plene contactus ad CUMATIUM mori.
V. Follow-sursum curatio et environmental ictum
I. improprium stacking aut translationem
· causa:
· Product est reclinant sine integrum refrigerationem et fundo laminam comprimitur pondere superiori parte ad plastic deformatio; aut vim est inaequale cum stacking (ut una parte contactus suscipio).
· SOLUTIO directionem:
· Et products sunt refrigerari ad locus temperatus (≤40℃) Et deinde reclinant in plana pallulets, singulis iacuit separata a partitionibus et stacking altitudo minor 1.5m.
· Vitare bumps in translationem et ne collisiones vel Springes.
II. Environmental temperatus et humiditas mutationes
· causa:
· Cum autem complevit productum est patere summus temperatus (> LX℃) Aut altus Umor (Umor> LXXX%), in lignum fibra tumet humorem aut resinae mollit, unde in warping.
· SOLUTIO directionem:
· Et repono environment debet esse arida et ventilari, cum temperatus minus quam XL℃ et humiditas minus quam LX%; Cum necessarium superficies perfecta uber debet iactaret (ut UV pingunt) ne humorem.
Suadentur ad troubleshooting et resolutio processus
I. Prioritam inspectionem processus parametri:
· Recordarentur current extrusionem temperatus, screw celeritate, tractu celeritate, refrigerationem aquam temperatus, etc., compare cum vexillum processus, et paulatim temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperatus V (ut quisque temperatio temperature V (ut quisque temperatio temperatus V (ut quisque temperatio temperature V℃, Tractus celeritas 1m / min).
II. Test Formula euismod:
· In humorem content de lignum pulveris, ad conflandum fluxus rate (Mfr) et productum density (target valorem 1.1-1.3g / cm³) Mensus determinare utrum formula abnormes.
III. Equipment Hardware sustentationem:
· Metimur cochlea alvi cum feideler Mea et reprehendo in gere, in fusum fluxus alveo. Ad officinas ad sustentationem vel replacement si necessarium.
IV. Simulatio de frigore processus:
· Superficiem temperatus differentia productum post refrigerationem deprehenditur a ultrarubrum thermometrum. Si excedit V℃Et refrigerationem ratio debet esse optimized.